







沖壓件模具-沖壓件模具廠商-源鵬電子出貨迅速
東莞市源鵬電子科技有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號(hào)
主營(yíng):研發(fā),產(chǎn)銷:電子配件,電子產(chǎn)品,端子,五金配件
業(yè)務(wù)熱線:0769-81551406
QQ:389629731
產(chǎn)品詳情 聯(lián)系方式
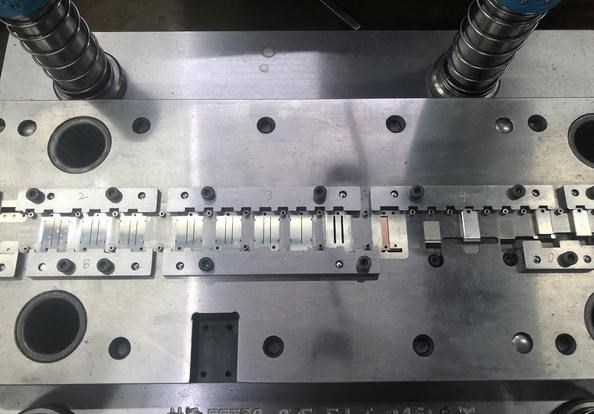
源鵬沖壓件模具,有效解決變形問題
當(dāng)選用成形模具時(shí),應(yīng)避免進(jìn)行向下成形操作,因?yàn)檫@樣會(huì)占用太多垂直空間和導(dǎo)致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉(zhuǎn)塔,然而,如果向下成形是唯的工藝選擇,那么應(yīng)該把它作為對(duì)板材的后一步處理工序。如果你需要在板材上沖切大量孔而板材又不能保持平整,成因可能是沖壓應(yīng)力累積。沖切一個(gè)孔時(shí),孔周邊材料被向下拉伸,令板材上表面拉應(yīng)力增大下沖運(yùn)動(dòng)也導(dǎo)致板材下表面壓應(yīng)力增大。對(duì)于沖少量的孔,結(jié)果不明顯,但隨著沖孔數(shù)目的增加,拉應(yīng)力和壓應(yīng)力也成倍增加直到令板材變形。正全科技微信內(nèi)容真不錯(cuò),值得關(guān)注!!消除這種變形的方法之一是:每隔一個(gè)孔沖切,然后返回沖切剩余的孔。這雖然在板材上產(chǎn)生相同的應(yīng)力,但瓦解了因同向連續(xù)一個(gè)緊接一個(gè)地沖切而產(chǎn)生拉應(yīng)力/壓應(yīng)力積聚。如此也令一批孔分擔(dān)了第二批孔的部變形效應(yīng)。







源鵬沖壓件模具,注重檢測(cè)
如果沖頭被材料咬住,取不出來(lái),請(qǐng)按如下所記項(xiàng)目檢查。
1、沖頭、下模的再刃磨。刃口鋒利的模具能加工出漂亮的切斷面,刃口鈍了,則需要額外的沖壓力,而且工件斷面粗糙,產(chǎn)生很大的抵抗力,造成沖頭被材料咬住。
2、模具的間隙。模具的間隙如果相對(duì)板厚選得不合適,沖頭在脫離材料時(shí)需要很大的脫模力。如果是這個(gè)原因沖頭被材料咬住,請(qǐng)更換合理間隙的下模。正全科技微信內(nèi)容真不錯(cuò),值得關(guān)注!!
3、加工材料的狀態(tài)。材料弄臟了、或者有污垢時(shí),臟東西附著到模具上,使得沖頭被材料咬住而無(wú)法加工。
4、有變形的材料。翹曲的材料在沖完孔后,會(huì)夾緊沖頭,使得沖頭被咬住。有翹曲的材料,請(qǐng)弄平整后再加工。
5、彈簧的過度使用。會(huì)使得彈簧疲勞。請(qǐng)時(shí)常注意檢查彈簧的性能。

源鵬沖壓件模具,加工標(biāo)準(zhǔn)嚴(yán)格
加工圖 產(chǎn)品圖確認(rèn)后,開始制訂加工圖。加工圖的制訂要注意以下幾個(gè)要點(diǎn):A: 產(chǎn)品尺寸的取值分沖孔與落料兩種情況。沖孔尺寸是由沖頭決定的,落料尺寸是由凹模決定的。B: 產(chǎn)品公差的取值以產(chǎn)品圖為主,產(chǎn)品圖上標(biāo)有公差的,按圖紙執(zhí)行,產(chǎn)品圖上未注公差的,以客戶慣用的公差為準(zhǔn)。公差取值方向參考圖 1-1。 對(duì)于沖裁后會(huì)變大的尺寸,加工圖尺寸為其下偏差的 2/3,對(duì)于沖裁后會(huì)變小的尺寸,加工圖尺寸為其上偏差的 2/3。對(duì)于孔心距和孔邊距等沖裁后尺寸基本保持不變的,則按中間公差取值。 展開計(jì)算原理 板料在彎曲過程中外層受到拉應(yīng)力,內(nèi)層受到壓應(yīng)力,從拉到壓之間有一既不受拉力又不受壓力的過渡層--中性層,中性層在彎曲過程中的長(zhǎng)度和彎曲前一樣,保持不變,所以中性層是計(jì)算彎曲件展開長(zhǎng)度的基準(zhǔn),中性層與板料厚度的中間層是不同的概念。


楊先生先生
手機(jī):13694922701
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號(hào)
電話:0769-81551406
傳真:0769-81551406
網(wǎng)址:m.hechuanjs.com
最新信息




